ПРОКАТ КАЛИБРОВАННЫЙ
ШЕСТИГРАННЫЙ.
СОРТАМЕНТ
ГОСТ 8560-78
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПРОКАТ КАЛИБРОВАННЫЙ ШЕСТИГРАННЫЙ. СОРТАМЕНТ Rolled-stock calibrated hexahedronal. Range of products. |
ГОСТ
Взамен |
|
|
Постановлением Государственного комитета СССР по стандартам от 2 августа 1978 г. № 2079 срок действия установлен |
||
|
|
с 01.07. 1979 г. до 01.07. 1984 г. |
|
|
|
|
|
1. Настоящий стандарт распространяется на прокат калиброванный шестигранный размером от 3 до 100 мм.
Стандарт полностью соответствует рекомендации СЭВ РС 962-67.
(Измененная редакция, Изм. № 2).
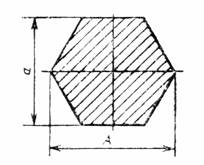
2. Размеры сечения проката и предельные отклонения по ним в зависимости от классов точности должны соответствовать указанным на чертеже и в табл. 1.
|
Размер проката (диаметр аписанного круга а или размер "под ключ"), мм |
Предельные отклонения, мм |
Диаметр описанной окружности, А, мм |
Предельные отклонения, мм |
Площадь поперечного сечения, мм2 |
Масса 1 м длины, кг |
||
|
h10 |
h11 |
h12 |
|||||
|
3,0 |
-0,040 |
-0,060 |
-0,100 |
3,4 |
-0,2 |
7,79 |
0,061 |
|
3,2 |
-0,048 |
-0,075 |
-0,120 |
3,7 |
8,87 |
0,070 |
|
|
3,5 |
4,0 |
10,61 |
0,083 |
||||
|
4,0 |
4,6 |
13,86 |
0,109 |
||||
|
4,5 |
5,2 |
|
17,54 |
0,138 |
|||
|
5,0 |
5,8 |
|
21,65 |
0,170 |
|||
|
5,5 |
6,3 |
|
26,20 |
0,206 |
|||
|
6,0 |
6,9 |
|
31,18 |
0,245 |
|||
|
6,5 |
-0,058 |
-0,090 |
-0,150 |
7,4 |
|
36,59 |
0,2087 |
|
7,0 |
8,1 |
|
42,44 |
0,333 |
|||
|
8,0 |
9,2 |
-0,4 |
55,43 |
0,435 |
|||
|
9,0 |
10,4 |
-0,5 |
70,15 |
0,551 |
|||
|
10,0 |
11,5 |
86,60 |
0,608 |
||||
|
11,0 |
-0,070 |
-0,110 |
-0,180 |
12,7 |
-0,6 |
104,8 |
0,823 |
|
12,0 |
13,8 |
124,7 |
0,979 |
||||
|
13,0 |
15,0 |
-0,7 |
146,4 |
1,150 |
|||
|
14,0 |
16,2 |
169,7 |
1,330 |
||||
|
15,0 |
17,3 |
194,9 |
1,530 |
||||
|
16,0 |
18,4 |
221,7 |
1,740 |
||||
|
17,0 |
19,6 |
-0,8 |
250,3 |
1,960 |
|||
|
18,0 |
20,7 |
280,6 |
2,200 |
||||
|
19,0 |
-0,084 |
-0,130 |
-0,210 |
21,9 |
312,6 |
2,450 |
|
|
20,0 |
23,0 |
346,4 |
2,720 |
||||
|
20,8 |
23,9 |
-0,9 |
274,7 |
2,940 |
|||
|
21,0 |
24,2 |
381,9 |
3,000 |
||||
|
22,0 |
25,4 |
419,2 |
3,290 |
||||
|
24,0 |
27,7 |
498,8 |
3,920 |
||||
|
25,0 |
28,8 |
541,3 |
4,250 |
||||
|
26,0 |
30,0 |
-1,0 |
585,4 |
4,600 |
|||
|
27,0 |
31,2 |
631,3 |
4,960 |
||||
|
28,0 |
32,3 |
679,0 |
5,330 |
||||
|
30,0 |
34,6 |
779,4 |
6,120 |
||||
|
32,0 |
-0,100 |
-0,160 |
-0,250 |
36,9 |
-1,1 |
886,8 |
6,96 |
|
34,0 |
39,2 |
1001,0 |
7,86 |
||||
|
36,0 |
41,6 |
-1,3 |
1122,0 |
8,81 |
|||
|
38,0 |
43,8 |
1251,0 |
9,82 |
||||
|
40,0 |
46,1 |
1386,0 |
10,88 |
||||
|
41,0 |
47,3 |
1456,0 |
11,40 |
||||
|
42,0 |
48,5 |
1527,0 |
11,99 |
||||
|
45,0 |
51,9 |
1754,0 |
13,77 |
||||
|
46,0 |
53,1 |
-1,4 |
1833,0 |
14,40 |
|||
|
48,0 |
55,4 |
-1,5 |
2000,0 |
15,60 |
|||
|
50,0 |
57,7 |
2165,0 |
17,00 |
||||
|
53,0 |
-0,120 |
-,0190 |
-0,300 |
61,2 |
-1,7 |
2433,0 |
19,1 |
|
55,0 |
63,5 |
2620,0 |
20,6 |
||||
|
56,0 |
64,6 |
2715,0 |
21,3 |
||||
|
60,0 |
69,3 |
3118,0 |
24,5 |
||||
|
63,0 |
72,7 |
3437,0 |
27,0 |
||||
|
65,0 |
75,0 |
-1,8 |
3659,0 |
28,7 |
|||
|
70,0 |
- |
-0,190 |
-0,300 |
80,8 |
4244,0 |
33,3 |
|
|
75,0 |
86,5 |
-1,9 |
4871,0 |
38,2 |
|||
|
80,0 |
92,3 |
5542,0 |
43,5 |
||||
|
85,0 |
- |
-0,220 |
-0,350 |
98,0 |
-1,2 |
6257,0 |
49,1 |
|
90,0 |
104,0 |
-1,3 |
7015,0 |
55,1 |
|||
|
95,0 |
110,0 |
7816,0 |
61,4 |
||||
|
100,0 |
115,0 |
-1,4 |
8660,0 |
68,0 |
|||
Примечания:
1. По требованию потребителя прокат калиброванный шестигранный изготовляют других размеров, не указанных в табл. 1. Предельные отклонения в этом случае должны соответствовать нормам, установленным для ближайшего большего диаметра.
2. Площадь поперечного сечения и линейная плотность проката калиброванного шестигранного вычислены по номинальному размеру. Плотность проката принята равной - 7,85 г/см3.
3. Для проката из высоколегированных марок сталей и сплавов, подвергаемых термической обработке и травлению, предельные отклонения по размерам устанавливаются на 30 % более квалитета h12.
(Измененная редакция, Изм. № 1, № 2).
3. Прокат калиброванный шестигранный изготовляется в прутках. По требованию потребителя прокат изготовляется в мотках.
(Измененная редакция, Изм. № 1, № 2).
4. В зависимости от назначения прутки изготовляют:
мерной длины;
кратной мерной длины;
немерной длины с остатком до 10 % массы партии;
ограниченной длины в пределах немерной.
Остатком считаются прутки длиной не менее 1,5 м.
(Измененная
редакция, Изм. № 1).![]()
5. Прутки изготовляют длиной от 2 до 6,5 м. По требованию потребителя прутки изготавливаются больших длин.
(Измененная редакция, Изм. № 1).
Пункты 6, 7 исключены, Изм. № 1).
8. Предельные отклонения по длине прутков мерной и кратной мерной длины не должны превышать:
+30 мм - при длине прутков до 4 м;
+50 мм - при длине прутков свыше 4 м.
9. Кривизна прутков не должна превышать значений, указанных в табл. 2.
|
Размер прутков, мм |
Предельная кривизна в зависимости от поля допуска |
|||
|
на 1 м длины, мм |
на полную длину, % |
|||
|
h10 и h11 |
h12 |
h10 и h11 |
h12 |
|
|
До 25 |
2 |
3 |
0,2 |
0,3 |
|
Св. 25 до 50 |
1 |
2 |
0,1 |
0,2 |
|
Св. 50 |
1 |
1 |
0,1 |
0,1 |
Отклонение от прямолинейности должно быть равномерным по всей длине. На концах прутков короткие продольные изгибы не допускаются.
(Измененная редакция, Изм. № 1).
10.
Скручивание прутков на 1 м длины ![]() (черт. 2) не должно превышать 3°.
(черт. 2) не должно превышать 3°.
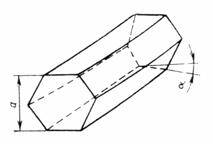
Черт. 2
(Измененная редакция, Изм. № 1).
11. Рез прутка должен быть под прямым углом к его продольной оси. Допускаемая косина реза не должна превышать:
0,2 а - при размере прутков до 15мм;
0,17 а - при размере прутков до 16 мм;
3 мм - при размере прутков свыше 16 до 30 мм.
(Измененная редакция, Изм. № 1).
12. Длина смятых концов прутков не должна превышать норм, указанных в табл. 3.
|
Размер прутков |
Длина смятых концов, не более |
|
До 25 |
20 |
|
Св. 25 до 50 |
25 |
|
» 50 » 70 |
30 |
(Введен дополнительно, Изм. № 1).
13. Радиус закругления кромок определяется по требованию потребителя и не должен превышать, значений, указанных в табл. 4.
|
Размеры прутков |
Радиус закругления кромок для групп, не более |
|
|
1 |
2 |
|
|
До 25 |
0,5 |
0,5 |
|
Св. 25 |
0,5 |
1,0 |
(Введен дополнительно, Изм. № 1).
Перечень ГОСТов