ГОСТ Р 50599-93
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ ПРИ ИЗГОТОВЛЕНИИ И ЭКСПЛУАТАЦИИ
ГОССТАНДАРТ РОССИИ
Москва
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 260 «Оборудование химической и нефтеперерабатывающей промышленности»
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 25.10 93 № 225
3 ВВЕДЕН ВПЕРВЫЕ
СОДЕРЖАНИЕ
|
1 область применения 2 нормативные ссылки 3 объекты контроля 4 назначение методов контроля при изготовлении сосудов и аппаратов 5 назначение методов контроля при эксплуатации сосудов и аппаратов 6 технические требования к проведению неразрушающего контроля 7 оценка качества сосудов и аппаратов по результатам неразрушающего контроля 8 требования безопасности Приложение а Классификация сосудов высокого давления по способам изготовления Приложение б Оценка качества изделий по результатам неразрушающего контроля в отрасли химического машиностроения 9 библиографические данные |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ СВАРНЫЕ ВЫСОКОГО ДАВЛЕНИЯ
Контроль неразрушающий при изготовлении и эксплуатации
Welded steel vessels and apparatus under high pressure.
Non-destructive control while the manufacturing and operating
Дата введения 1994-07-01
Настоящий стандарт распространяется на стальные сварные сосуды и аппараты (далее - сосуды и аппараты), предназначенные для эксплуатации под внутренним избыточным давлением свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525 °С, и устанавливает:
1) методы неразрушающего контроля (визуальный, цветной, магнитопорошковый, ультразвуковой, радиографический) сосудов и аппаратов в процессе их изготовления и эксплуатации;
2) основные требования к проведению контроля;
3) оценку качества сосудов и аппаратов по результатам неразрушающего контроля.
Обязательные требования к контролю сосудов и аппаратов, обеспечивающие их безопасность для жизни, здоровья и имущества населения, окружающей среды, изложены в разделах 1, 3, 4, 5 (5.1-5.3; 5.5; 5.6), 6 (6.1-6.8), 7 (7.1-7.3), 8.
Классификация сосудов и аппаратов по способу изготовления приведена в приложении А.
В настоящем стандарте использованы ссылки на следующие стандарты.
ГОСТ 12.1.001-89 ССБТ. Ультразвук. Общие требования безопасности
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 ССБТ. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.009-76 ССБТ. Электробезопасность. Термины и определения
ГОСТ 12.1.010-76 ССБТ. Взрывобезопасность. Общие требования
ГОСТ 12.2.002-91 ССБТ. Техника сельскохозяйственная. Методы оценки безопасности
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 ССБТ. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.1-75 ССБТ. Машины электрические вращающиеся. Требования безопасности
ГОСТ 12.2.007.2-75 ССБТ. Трансформаторы силовые и реакторы электрические. Требования безопасности
ГОСТ 12.2.007.3-75 ССБТ. Электрические устройства на напряжение свыше 1000 В. Требования безопасности
ГОСТ 12.2.007.4-75 ССБТ. Шкафы комплектных распределительных устройств и комплектных трансформаторных подстанций. Требования безопасности
ГОСТ 12.2.007.5-75 ССБТ. Конденсаторы силовые. Установки конденсаторные. Требования безопасности
ГОСТ 12.2.007.6-75 ССБТ. Аппараты коммутационные низковольтные. Требования безопасности
ГОСТ 12.2.007.7-83 ССБТ. Устройства комплектные низковольтные. Требования безопасности
ГОСТ 12.2.007.8-75 ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.2.007.9-88 ССБТ. Оборудование электротермическое. Требования безопасности
ГОСТ 12.2.007.10-87 ССБТ. Установки, генераторы и нагреватели индукционные для электротермии, установки и генераторы ультразвуковые. Требования безопасности
ГОСТ 12.2.007.11-75 ССБТ. Преобразователи электроэнергии полупроводниковые. Требования безопасности
ГОСТ 12.2.007.12-88 ССБТ. Источники тока химические. Требования безопасности
ГОСТ 12.2.007.13-88 ССБТ. Лампы электрические. Требования безопасности
ГОСТ 12.2.007.14-75 ССБТ. Кабели и кабельная арматура. Требования безопасности
ГОСТ 12.3.002-75 ССБТ. Процессы производственные. Общие требования безопасности
ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.016-83 ССБТ. Одежда специальная защитная. Номенклатура показателей качества
ГОСТ 12.4.021-75 ССБТ. Системы вентиляционные. Общие требования
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионностойкая. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 23764-79 Гамма-дефектоскопы. Общие технические условия
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
3.1 Объектами контроля сосудов и аппаратов являются материалы, элементы корпуса, сварные соединения.
3.2 К материалам, из которых изготовляют сосуды и аппараты, относятся листовая сталь, в том числе двухслойная, сортовой прокат, кованые и штампованные заготовки.
3.3 К элементам корпуса сосуда, аппарата относятся фланцы, крышки, обечайки, днища, штуцера (патрубки), горловины.
3.4 Различным способам исполнения сосудов и аппаратов соответствуют следующие типы сварных соединений:
1) стыковые и угловые, соединяющие монолитные однослойные элементы;
2) стыковые и угловые, соединяющие многослойные элементы;
3) стыковые и угловые, соединяющие однослойные элементы с многослойными.
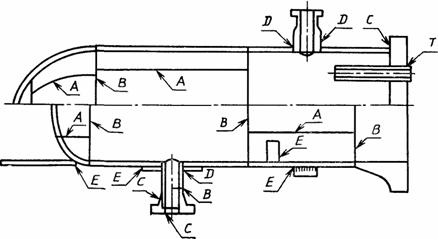
3.5 По расположению в сосуде, аппарате в соответствии с рисунком 1 должны быть установлены следующие категории сварных соединений:
А - продольные сварные соединения в обечайках, в сферических и эллиптических днищах и их заготовках;
В - кольцевые сварные соединения в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, многослойные (рулонированные) обечайки между собой и с днищами, фланцами, горловинами;
С - сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками;
D - сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки, днища;
Е - сварные соединения приварных элементов к корпусу;
Т - соединения приварки труб к трубной решетке.
4 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ИЗГОТОВЛЕНИИ СОСУДОВ И АППАРАТОВ
4.1 Выбор метода контроля определяется конструктивными особенностями изделия, физическими свойствами контролируемого материала, техническими требованиями к изготовлению сосуда.
4.2 Методы контроля качества материалов, заготовок, сварных соединений, элементов сосудов назначают в соответствии с требованиями таблицы 1.
Таблица 1 - Назначение методов контроля при изготовлении
|
Объекты контроля |
Методы контроля |
|
Листовая сталь |
ВО + УЗД |
|
Двухслойная сталь |
ВО + ЦД + УЗД |
|
Кованые и штампованные заготовки. Элементы сосуда. Сортовой прокат |
ВО + МПД (ЦД) + УЗД |
|
Сварные соединения категорий: А, В, С, D |
ВО + МПД (ЦД) + (УЗД, РГ) |
|
Е |
ВО + МПД (ЦД) + УЗД |
|
Т |
во + цд |
|
Наплавка |
ВО + ЦД + УЗД |
Примечания
1 ВО - визуальный осмотр, ЦД - цветной метод дефектоскопии, МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; РГ - радиография
2 Знак «+» соответствует слову «и», «запятая» - слову «или»
3 ЦД или МПД кованых и штампованных заготовок, элементов сосудов проводят выборочно в местах визуального обнаружения дефектов, а для двухслойной стали - на полосе 200 мм под сварные соединения
4.3 Методы - ультразвуковой или радиографический - выбирают исходя из требования обеспечить более полное и точное выявление недопустимых дефектов, а также с учетом эффективности данного метода контроля для сварного соединения конкретного вида.
Магнитопорошковым методом следует контролировать поверхности из углеродистых, низколегированных и легированных сталей. Допускается контролировать эти поверхности цветным методом в случае неэффективности магнитопорошкового метода.
Цветным методом следует контролировать поверхности из аустенитных сталей.
4.4 Последовательность применения методов контроля и их сочетание определяются технологией изготовления сосудов и аппаратов.
4.5 Углеродистая и низколегированная листовая сталь, двухслойная сталь толщиной свыше 25 мм должны быть подвергнуты полистному контролю ультразвуковым методом. Объем контроля и класс сплошности листа должны быть установлены отраслевыми нормативными документами.
4.6 Поковки, штампованные заготовки, металл штуцеров из углеродистых, низколегированных и среднелегированных сталей после окончательной термической обработки должны быть подвергнуты поштучному контролю ультразвуковым методом в объеме 100 %.
4.7 Сварные соединения категорий А, В, С, D должны быть подвергнуты контролю в объеме 100 % длины контролируемых швов.
4.8 Методики контроля и нормы дефектности должны соответствовать установленным отраслевыми нормативными документами.
5 НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ ПРИ ЭКСПЛУАТАЦИИ СОСУДОВ И АППАРАТОВ
5.1 Контроль неразрушающими методами в процессе эксплуатации осуществляют при техническом освидетельствовании сосудов и аппаратов. Периодичность и виды технических освидетельствований устанавливает предприятие в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР, и отраслевых нормативных документов.
5.2 Требования к назначению методов и объемам контроля сосудов и аппаратов, их элементов и сварных соединений даны в таблицах 2-4.
В случае невозможности выполнения требований таблиц 2-4 объем и методы контроля в каждом конкретном случае могут быть уточнены программой обследования, разработанной заводом-изготовителем или специализированной научно-исследовательской организацией.
Таблица 2 - Методы контроля кованых, кованосварных, вальцованосварных и штампосварных сосудов
|
Контролируемые элементы |
Виды технического освидетельствования |
||
|
После монтажа |
Периодическое |
Дополнительное, внеочередное |
|
|
Корпус |
ВО |
ВО + УЗТ |
ВО +ЦД + УЗТ |
|
Сварные соединения корпуса, приварки штуцеров (патрубков) |
ВО + (МПД, ЦД) + УЗД |
ВО + МПД (ЦД) + УЗД |
|
|
Крышка |
ВО + ЦД |
||
|
Уплотнительные поверхности и уплотнительные кольца |
ВО + ЦД |
||
Примечание - ВО - визуальный осмотр с наружной и внутренней поверхностей; УЗТ - ультразвуковая толщинометрия
Таблица 3 - Методы контроля многослойных сосудов
|
Контролируемые элементы |
Виды технического освидетельствования |
||
|
После монтажа |
Периодическое |
Дополнительное, внеочередное |
|
|
Корпус |
ВО |
ВО |
ВО |
|
Сварные соединения корпуса, при варки штуцеров (патрубков) |
ВО + МПД (ЦД) |
ВО + МПД (ЦД) |
|
|
Сварные соединения центральных обечаек или футеровки |
во + цд |
во + цд |
ВО + ЦД + УЗД |
|
Сварные соединения монолитных обечаек и концевых элементов с многослойными обечайками |
во |
ВО + ЦД + УЗД |
ВО + ЦД + УЗД |
|
Уплотнительные поверхности |
во + цд |
во + цд |
|
Примечание - УЗД сварных соединений центральных обечаек выполняют в случаях обнаружения дефектов ВО или ЦД
Таблица 4 - Объемы контроля сварных соединений, %, магнитопорошковым (цветным) и ультразвуковым методами в зависимости от времени и условий эксплуатации
|
Время эксплуатации |
Условия эксплуатация |
|||||||
|
В период установленного срока службы заводом-изготовителем |
После выработки установленного срока службы или после 20 лет |
Переменные нагрузки за весь период эксплуатации |
Температура, °С |
Скорость коррозии, мм/год |
Коррозионное растрескивание. Водородная коррозия |
|||
|
До 1000 циклов |
Св. 1000 циклов |
До 450 |
Св. 450 |
До 0,1 |
Св. 0,1 |
|||
|
В соответствии с техническими требованиями завода-изготовителя |
100 |
26 |
50 |
25 |
50 |
10 |
25 |
100 |
Примечания
1 Объем контроля устанавливают максимальным по одному из параметров.
2 Периодичность контроля после выработки установленного срока службы или после 20 лет эксплуатации определяет специализированная организация.
5.3 Контроль аппаратов, для которых невозможно проведение полного внутреннего осмотра, должен предусматривать визуальный осмотр наружной и внутренней поверхностей в доступных местах или осмотр с помощью технических эндоскопов, а также ультразвуковой контроль корпуса с наружной поверхности и толщины стенок основных элементов корпуса.
Объем контрольных измерений толщины определяется программой обследования.
5.4 В случае отсутствия доступа к проведению визуального осмотра внутренней и наружной поверхностей корпуса допускается проведение контроля с применением метода акустической эмиссии в процессе гидравлических или пневматических испытаний.
Методика и результаты контроля методом акустической эмиссии должны быть согласованы со специализированной научно-исследовательской организацией.
При обнаружении дефектов по результатам контроля акустико-эмиссионным методом должна быть выполнена дефектоскопия участков, которые явились источниками акустических сигналов.
5.5 При ремонте сосудов и аппаратов с применением сварки должен быть проведен контроль ремонтных мест по технологии, принятой при изготовлении.
5.6 После гидравлических испытаний должны быть проведены повторный визуальный осмотр сварных швов корпусов сосудов и аппаратов с наружной и внутренней поверхностей, а также визуальный осмотр, цветная или магнитопорошковая дефектоскопия ремонтных мест.
6 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
6.1 Назначенный комплекс методов контроля должен обеспечивать выявление видов (типов) дефектов, соответствующих требованиям ГОСТ 2601, ГОСТ 24507, ГОСТ 22727.
6.2 Визуальный осмотр, цветную и магнитопорошковую дефектоскопию следует проводить в соответствии с требованиями ГОСТ 3242, ГОСТ 18442, ГОСТ 21105.
6.3 Контроль листовой стали следует проводить в соответствии с требованиями ГОСТ 22727, контроль двухслойной стали - по ГОСТ 10885.
6.4 Контроль сварных соединений ультразвуковым методом следует проводить в соответствии с требованиями ГОСТ 14782.
6.5 Контроль сварных соединений радиографическим методом следует проводить в соответствии с требованиями ГОСТ 7512.
6.6 Контроль поковок, штампованных заготовок ультразвуковым методом следует проводить в соответствии с требованиями ГОСТ 24507.
6.7 Контроль качества сварных соединений, кованых и штампованных заготовок, подвергнутых термообработке, следует проводить после нее.
6.8 Основные технические требования к методам контроля должны соответствовать приведенным в таблицах 5, 6, 7, 8, 9, 10, 11.
6.9 При назначении требований к контролю при эксплуатации необходимо учитывать состояние металла, коррозионное воздействие среды, режимы эксплуатации.
7 ОЦЕНКА КАЧЕСТВА СОСУДОВ И АППАРАТОВ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
7.1 Оценку качества сосудов и аппаратов при изготовлении и при эксплуатации проводят по отраслевым нормативным документам.
7.2 Требования отраслевых нормативных документов к контролю сосудов и аппаратов, находящихся в эксплуатации, должны соответствовать аналогичным требованиям при изготовлении.
7.3 В случае несоответствия отраслевых норм дефектности на период эксплуатации нормам при изготовлении сосуда оценку качества следует проводить по нормам, согласованным со специализированной научно-исследовательской организацией по сосудам и аппаратам высокого давления.
7.4 В приложении Б даны нормы оценки качества сосудов и аппаратов при изготовлении, действующие в отрасли химического машиностроения.
8.1 При проведении дефектоскопии следует соблюдать требования электробезопасности по ГОСТ 12.2.007.0 - ГОСТ 12.2.007.14, ГОСТ 12.1.009, а также требования Правил устройства электроустановок, Правил технической эксплуатации электроустановок потребителей, Правил техники безопасности при эксплуатации электроустановок, утвержденных Госгортехнадзором.
8.2 При проведении дефектоскопии следует соблюдать требования к защите от пожаров по ГОСТ 12.1.004, от взрывов - по ГОСТ 12.1.010.
8.3 Уровни звукового давления на рабочем месте дефектоскописта не должны превышать допускаемых ГОСТ 12.1.003.
Таблица 5 - Требования к визуальному осмотру
|
Объект контроля |
Объем контроля |
Увеличение при осмотре в сомнительных местах |
Применение метода в составе технологического процесса |
|
Кованые, штампованные детали |
100 % поверхности |
10-кратное |
После механической обработки После термической обработки Перед сваркой |
|
Кромки под сварку |
100 % поверхности, включая прилегающую зону шириной не менее 30 мм |
||
|
Наплавки |
100 % поверхности |
3-4-кратное |
До и после гидравлических испытаний |
|
Сварные соединения |
Внутренняя и наружная поверхности сварного соединения с прилегающей околошовной зоной шириной не менее 30 мм |
Таблица 6 - Требования к цветному методу контроля
|
Объект контроля |
Объем контроля |
Шероховатость контролируемой поверхности по ГОСТ 2789, мкм, не более |
Класс чувствительности по ГОСТ 18442 |
Применение метода в составе технологического процесса |
|
|
Ra |
Rz |
||||
|
Кованые, штампованные заготовки |
Места, где визуально обнаружены дефекты |
63 |
40 |
2 |
После механической и термической обработки |
|
Кромки под сварку |
100 % поверхности, включая прилегающую зону шириной не менее 30 мм |
Перед сваркой |
|||
|
Наплавки |
100 % поверхности |
До и после гидравлических испытаний |
|||
|
Сварные соединения |
Внутренняя и наружная поверхности сварного соединения с прилегающей околошовной зоной шириной не менее 30 мм |
До и после гидравлических испытаний. При изготовлении сосудов и аппаратов - в доступных местах; при эксплуатации - в ремонтных местах |
|||
Таблица 7 - Требования к магнитопорошковому методу контроля
|
Объект контроля |
Объем контроля |
Шероховатость контролируемой поверхности по ГОСТ 2789, мкм, не более |
Условный уровень чувствительности по ГОСТ 21105 |
Применение методов в составе технологического процесса |
|
|
Ra |
Rz |
||||
|
Кованые, штампованные заготовки |
Выборочно, в местах, где визуально обнаружены дефекты |
6,3 |
40 |
Б |
После механической и термической обработки |
|
Сварные соединения |
Внутренняя и наружная поверхности сварного соединения с прилегающей околошовной зоной шириной не менее 30 мм |
До гидравлических испытаний. При изготовлении сосудов и аппаратов - в доступных местах; при эксплуатации - в ремонтных местах |
|||
Таблица 8 - Требования к ультразвуковому методу контроля кованых и штампованных заготовок, элементов сосуда, сортового проката
|
Материал заготовок |
Шероховатость контролируемой поверхности по ГОСТ 2789, мкм, не более |
Тип преобразователя |
Толщина заготовки в направлении прозвучивания, диаметр заготовки, мм |
Предельная чувствительность, S0, мм2 |
|
|
Ra |
Rz |
||||
|
Сталь ферритного и перлитного классов |
3,2 |
20 |
Прямой |
До 100 включ. |
5 |
|
Св. 100 до 250 включ. |
7 |
||||
|
» 250 » 500 » |
10 |
||||
|
Св. 500 |
20 |
||||
|
Наклонный |
До 30 включ. |
3 |
|||
|
Св. 30 до 100 включ. |
5 |
||||
|
» 100 » 250 » |
10 |
||||
|
Сталь аустенитного класса |
Прямой |
До 30 включ. |
5 |
||
|
Св. 30 до 250 включ. |
10 |
||||
|
» 250 » 500 » |
20 |
||||
|
Св. 500 |
40 |
||||
|
Наклонный |
До 150 включ. |
10 |
|||
|
Св. 150 до 200 включ. |
20 |
||||
|
Св. 200 |
40 |
||||
Таблица 9 - Требования к ультразвуковому методу контроля наплавок
|
Вид наплавки |
Шероховатость контролируемой поверхности по ГОСТ 2789, мкм, не более |
Предельная чувствительность, |
|
|
Ra |
Rz |
S0, мм2 |
|
|
Наплавка торцов многослойных обечаек |
3,2 |
20 |
1-2 |
|
Наплавка торцов и поверхностей кованых деталей |
5 |
||
Примечание - Предельная чувствительность S0 должна быть уточнена отраслевыми нормативными документами
Таблица 10 - Требования к ультразвуковому методу контроля сварных соединений
|
Категория сварного соединения |
Шероховатость контролируемой поверхности по ГОСТ 2789, мкм, не более |
Толщина сварного соединения, мм |
Предельная чувствительность S0, мм2 |
|
|
Ra |
Rz |
|||
|
А, В, С, D |
3,2 |
20 |
От 10 до 20 включ. |
2,0 |
|
Св. 20 до 30 включ. |
3,0 |
|||
|
» 30 » 50 » |
5,0 |
|||
|
» 50 » 110 » |
7,0 |
|||
|
» 110 » 250 » |
10,0 |
|||
|
Е |
До 50 включ. |
В соответствии с требованиями к сварным соединениям |
||
|
Св. 50 до 100 включ. |
7,0 |
|||
Таблица 11 - Требования к радиографическому методу контроля сварных соединений
|
Категория сварного соединения |
Толщина сварного соединения, мм |
Класс чувствительности по ГОСТ 7512 |
|
А, В |
До 50 включ. |
2 |
|
Св. 50 |
||
|
D |
Независимо |
8.4 При проведении контроля ультразвуковым методом следует соблюдать требования ГОСТ 12.1.001, ГОСТ 12.2.002, ГОСТ 12.2.003, ГОСТ 12.3.002, а также требования Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих № 22-82, утвержденных Минздравом СССР.
8.5 При проведении контроля радиографическим методом должна быть обеспечена безопасность работ согласно требованиям Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений ОСП-72/80 № 2120-80, утвержденных Главным государственным санитарным врачом СССР, Норм радиационной безопасности НРБ-76 № 141-75, утвержденных Главным государственным санитарным врачом СССР, Санитарных правил по радиоизотопной дефектоскопии № 1171-74, утвержденных заместителем Главного государственного санитарного врача СССР, а также требованиям ГОСТ 12.3.002, ГОСТ 23764.
8.6 Требования к защите от вредного воздействия постоянных магнитных полей должны соответствовать требованиям документа «Предельно допустимые уровни воздействия постоянных магнитных полей при работе с магнитными устройствами и магнитными материалами» № 1742-77, утвержденного Минздравом СССР.
8.7 При проведении контроля цветным методом следует соблюдать требования безопасности к содержанию вредных веществ, температуре, влажности, подвижности воздуха в рабочей зоне по ГОСТ 12.1.005 и ГОСТ 12.1.007, требования к вентиляционным системам - по ГОСТ 12.4.021, требования к применению средств коллективной и индивидуальной защиты работающих - по ГОСТ 12.4.011, требования к специальной одежде - по ГОСТ 12.4.016.
(справочное)
КЛАССИФИКАЦИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ПО СПОСОБАМ ИЗГОТОВЛЕНИЯ
В зависимости от исполнения цилиндрической части корпуса установлены следующие типы сосудов:
1 Кованые, изготовленные из одной кованой обечайки.
2 Кованосварные, изготовленные из однослойных кованых обечаек, сваренных кольцевыми швами между собой и концевыми элементами (днищами, фланцами, горловинами).
3 Многослойные рулонированные, изготовленные из нескольких рулонированных обечаек, сваренных между собой кольцевыми швами, а также в совокупности с однослойными частями (трубными досками, обечайками, патрубками и т.п.) и концевыми элементами.
4. вaльцованocвaрныe, обечайки которых изготовлены методом вальцовки из толстолистовой стали с последующей сваркой продольными швами, а затем соединены кольцевыми сварными швами между собой и концевыми элементами.
5 Штампосварные, обечайки которых изготовлены из толстолистовой стали методом штамповки полуобечаек с последующей сваркой их продольными швами, а затем соединены кольцевыми швами между собой и концевыми элементами.
(справочное)
ОЦЕНКА КАЧЕСТВА ИЗДЕЛИЙ ПО РЕЗУЛЬТАТАМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ В ОТРАСЛИ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ
1 По результатам неразрушающего контроля визуальным, цветным или магнитопорошковым методами на поверхности поковок, штампованных заготовок, элементов сосуда, сортового проката, плакирующего слоя двухслойной стали, кромок под сварку не допускаются следующие дефекты:
трещины, заковы, закаты, плены, песочены, раковины, расслоения, рванины.
2 По результатам визуального осмотра на поверхности сварных соединений и наплавок не допускаются следующие дефекты:
трещины всех видов и направлений;
поры, свищи;
подрезы, непровары, несплавления;
наплывы, прожоги, незаплавленные кратеры.
3 По результатам контроля магнитопорошковым методом на поверхности сварных соединений и наплавок не допускаются индикаторные рисунки осаждений магнитного порошка.
4 По результатам контроля цветным методом на поверхности сварных соединений и наплавок не допускаются единичные и групповые индикаторные рисунки округлой или удлиненной форм.
5 По результатам ультразвукового контроля листовой стали не допускаются нарушения сплошности металла, превышающие нормы для 1-го класса сплошности листа по ГОСТ 22727.
6 По результатам ультразвукового контроля двухслойной стали не допускаются нарушения сплошности сцепления слоев, превышающие нормы для 1-го класса сплошности листа по ГОСТ 10885.
7 По результатам ультразвукового контроля металла поковок, штампованных заготовок не допускаются дефекты, превышающие нормы группы качества 2п по ГОСТ 24507.
8 По результатам ультразвукового контроля сварных соединений и наплавок не допускаются следующие дефекты:
отдельные непротяженные свыше норм, установленных таблицами 12 и 13;
протяженные;
группы дефектов.
Таблица 12 - Оценка качества сварных соединений по результатам контроля ультразвуковым методом отдельных непротяженных дефектов
|
Категория сварного соединения |
Толщина сварного соединения, мм |
Эквивалентная площадь дефекта, мм2 |
Недопустимое суммарное число отдельных дефектов на 300 мм протяженности шва, шт., более |
|
|
наименьшая фиксируемая S0 |
недопустимая S1, более |
|||
|
А, В, С, D |
От 10 до 20 включ. |
2,0 |
2,0 |
- |
|
Св. 20 до 30 включ. |
3,0 |
3,0 |
||
|
Св. 30 до 50 включ |
5,0 |
7,0 |
||
|
Св. 50 до 110 включ. |
7,0 |
10,0 |
||
|
Св. 110 до 250 включ. |
10,0 |
20,0 |
1 |
|
|
Е |
До 50 включ. |
7,0 |
10,0 |
3 |
|
Св. 50 до 100 включ. |
10,0 |
20,0 |
1 |
|
Таблица 13 - Оценка качества наплавок по результатам контроля ультразвуковым методом отдельных непротяженных дефектов
|
Объект контроля |
Эквивалентная площадь дефекта, мм2 |
Недопустимое суммарное число отдельных дефектов, шт., на участке наплавки, более |
Недопустимое условное расстояние между дефектами, мм, менее |
|
||
|
наименьшая фиксируемая S0 |
недопустимая S1, более |
|
||||
|
100 мм |
1000 ´ 1000 мм2 |
|
||||
|
Наплавка торцов многослойных обечаек по слою металлической крошки |
1,0 |
3,0 |
2 |
5 |
30 |
|
|
Наплавка торцов многослойных обечаек проволокой |
2,0 |
3,0 |
2 |
4 |
30 |
|
|
Наплавка торцов кованых деталей |
5,0 |
7,0 |
2 |
4 |
30 |
|
9 По результатам контроля сварных соединений корпуса сосуда и его элементов радиографическим методом не допускаются трещины всех видов и направлений, непровары, несплавления, поры и шлаковые включения свыше норм, приведенных в таблице 14.
Таблица 14
|
Категория сварного соединения |
Толщина сварного соединения, мм |
Класс дефектности по ГОСТ 23055 |
|
А |
До 50 включ. |
2 |
|
Св. 50 |
3 |
|
|
В, D |
Независимо |
3 |
10 Чувствительность радиографического метода контроля должна соответствовать классу 2 по ГОСТ 75121.
Ключевые слова: сосуды, аппараты, контроль неразрушающий, заготовки, сварные соединения, методы контроля, объемы контроля, оценка качества
Перечень ГОСТов