Примечание табл. 1-4. Приведенные в таблицах площадь поперечного сечения
и справочные значения вычислены по номинальным размерам. При вычислении массы 1
м профиля плотность стали принята 7,85 г/см3.
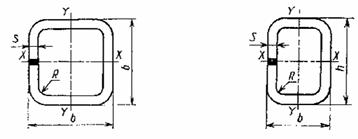
1.2. Размеры
профилей, площадь поперечного сечения, справочные величины для осей и масса 1 м
профиля должны соответствовать:
для профилей
из углеродистой спокойной и низколегированной стали - табл. 1 и 2;
для профилей
из углеродистой кипящей и полуспокойной стали - табл. 3 и 4.
1.3.
Предельные отклонения по толщине профилей должны соответствовать предельным
отклонениям по толщине заготовки шириной 1000-2000 мм нормальной точности
прокатки Б, приведенным в ГОСТ 19903-74. Предельные отклонения по толщине не
распространяются на места изгиба.
По
согласованию изготовителя с потребителем допускается изготовление профилей из
заготовки повышенной точности прокатки А.
1.4.
Предельные отклонения по высоте и ширине профиля не должны превышать:
при высоте
(ширине) профиля до 100 мм . . . . ±1,5 мм,
при высоте
(ширине) профиля более 100 мм . . . ±2 мм.
Предельные
отклонения по высоте (ширине) профиля с толщиной стенки 7-8 мм не должны
превышать ±2 мм.
1.5. Профили
изготовляют длиной от 9 до 11,8 м:
мерной длины;
немерной
длины.
Примечание. Допускается по согласованию изготовителя с потребителем
изготовление профилей немерной длины с немерными длинами от 3 до 9 м.
1.6.
Предельные отклонения по длине профилей мерной длины, кратной мерной длины
должны быть не более +60 мм.
1.5, 1.6.
(Измененная редакция, Изм. № 1).
1.7.
Предельные отклонения от угла 90° не должны превышать ± 1°30'. Предельные
отклонения от угла 90° для профилей с толщиной стенки 7-8 мм должны быть не
более ±2°.
Пример
условного обозначения гнутого сварного профиля высотой 180 мм, шириной 75 мм,
толщиной стенки 5 мм:

(Измененная
редакция, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Замкнутые
сварные профили изготовляют в соответствии с требованиями настоящего стандарта
по технологическому регламенту, утвержденному в установленном порядке.
(Измененная
редакция, Изм. № 1).
2.1a. Замкнутые сварные профили изготовляют из горячекатаного
проката с обеспечиваемой свариваемостью из углеродистой стали марок Ст3сп,
Ст3пс, Ст3кп по ГОСТ 14637-79 и ГОСТ 16523-70, марок 20 и 20пс по ГОСТ 1050-88
и низколегированных сталей марок 09Г2 по ГОСТ 19281-89 и 18ЮТ по ТУ 14-1-4303-87.
(Измененная
редакция, Изм. № 2).
2.2.
Технические требования профилей - по ГОСТ 11474-76 с дополнениями.
2.2.1 Кривизна
профилей в горизонтальной и вертикальной плоскостях не должна превышать 0,1%
измеряемой длины.
2.2.2.
Скручивание профилей вокруг продольной оси не должно превышать произведения 30'
на длину профиля в метрах и должно быть не более 5°.
2.2.3.
Выпуклость и вогнутость стенок профилей не должна превышать 1 мм. Для профиля
размером 160´12´03 мм выпуклость или вогнутость стенки
не должна превышать 2 мм.
2.2.4.
Неперпендикулярность плоскости реза к продольной оси профиля не должна
превышать 1°30'. Допускается огневая обрезка торцов отдельных профилей.
2.2.5.
Смещение свариваемых кромок относительно друг друга не должно превышать:
0,5 мм - при
толщине стенки профиля до 4 мм;
1 мм-при
толщине стенки профиля свыше 4 мм.
Высота
остаточного грата, выступающая над поверхностью профиля, не должна превышать
1,0 мм. Грат снимается с наружной стороны.
(Измененная
редакция, Изм. № 1).
2.2.6.
Непровар отдельного места сварного соединения не должен превышать 20 мм, общая
длина непровара на 1 м длины при толщине профиля до 6 мм - 50 мм, при толщине
7-8 мм - 70 мм.
2.2.7.
Прочность сварного соединения не должна быть ниже прочности основного металла.
2.2.8.
Требования пп. 2.2.5-2.2.7 обеспечиваются при доверительной вероятности 0,95.
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила
приемки - по ГОСТ 11474-76.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы
испытаний - по ГОСТ 11474-76 с дополнениями.
4.1.2.
Испытание сварного соединения на растяжение - по ГОСТ 6996-66.
4.1.3. Размеры
поперечного сечения профилей определяют на расстоянии 100 мм от торца.
4.1.4.
Предельные отклонения высоты профиля и измерения выпуклости и вогнутости
контролируются по несварной стенке профиля.
(Измененная
редакция, Изм. № 1).
4.1.5.
Кривизну профилей, вогнутость и выпуклость определяют металлической линейкой
(ГОСТ 427-75).
4.1.6.
Скручивание и неперпендикулярность плоскости реза профилей определяют угломером
(ГОСТ 5378-88).
4.1.7.
Смещение кромок и высоту остаточного грата определяют штангенциркулем (ГОСТ
166-80).
4.1.8.
Сплошность сварного соединения определяют визуально, без применения
увеличительных приборов.
5. УПАКОВКА, МАРКИРОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. Упаковка,
маркировка и транспортирование - по ГОСТ 11474-76.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. С.
Тришевский, д-р техн. наук; В. И. Рыбалка, канд. техн. наук, В.
А. Савченко, канд. техн. наук; А. Н. Коновалов
2. УТВЕРЖДЕН И
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам
от 05.01.83 № 6
3. ВВЕДЕН
ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ
ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка
|
Номер пункта, подпункта
|
|
ГОСТ
166-89
|
4.1.7
|
|
ГОСТ
427-75
|
4.1.5
|
|
ГОСТ
1050-88
|
2.1a
|
|
ГОСТ
5378-88
|
4.1.6
|
|
ГОСТ
6996-66
|
4.1.2
|
|
ГОСТ
11474-76
|
2.1a,
2.2, 3.1, 4.1, 5.1
|
|
ГОСТ
14637-89
|
2.1a
|
|
ГОСТ
16523-89
|
2.1a
|
|
ГОСТ
19281-89
|
2.1a
|
|
ГОСТ
19903-74
|
1.3
|
|
ТУ
14-1-4303-87
|
2.1a
|
5. Срок действия продлен до 01.01.94 Постановлением
Госстандарта СССР от 09.02.88 № 214
6.
ПЕРЕИЗДАНИЕ (июль 1991 г.) с Изменениями № 1, 2, утвержденными в феврале 1988
г., июле 1989 г. (ИУС 5-88, 11-89)
Перечень ГОСТов